Seite 2 von 3
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 17:01
von Steelman
Evilcannibal79 hat geschrieben:
Ich hoffe du meinst damit nicht mich......
Ich bin gelernter Maschinenbautechniker und seit 2006 Meister.
Ich glaub ich weiß wovon ich rede.
Den YT Büma geb ich gern zurück
Aber was weiß ich schon
Nein, ich habe NICHT dich gemeint. Wie kommst du überhaupt auf so etwas?
Meine Äußerung bezog sich auf jene, die mir schon mit ihren verbastelten Dingen die Tür einrannten.
Und nach erfolgter Hilfe sich mit einem "vergelt´s Gott" wieder entfernten.
LG Steelman
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 17:06
von gewo
LTE hat geschrieben:Wie gesagt Hr. Peterssen sei dir ans Herz gelegt, das projekt AUG CQC Lange Mübre hatte hand und Fuß, zudem Büchsenmacher, der sollte wissen was er tut... das is bei mir ned immer so der Fall

ja, vom peterssen krieg ich eh regelmaessig ware
ich schick ihm den raus oder bring ihm den auf der IWA und er solls umschneiden und basta
ist sicher die einfachste loesung
gute idee
danke
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 17:07
von Steelman
yoda hat geschrieben:
Es gibt halt freundliche Menschen wie den oe6odd und dann gibt es Ungustln wie dich, die sich über andere gleich mal herablassend äußern, obwohl sie selber nicht all zu viel davon verstehen dürften. Sehr gut gefallen hat mir auch dein Beitrag wo du einem User gesagt hast, er könne sich nicht vorstellen wie man eine Matrize innen ausschleift wenn man "nicht eine langjährige, fachspezifische Berufsausbildung" habe. Vielen Dank für deine wertvollen Beiträge ohne irgendeine Erklärung![/quote]
Danke für´n Ungustl!
Und wo habe ich mich herablassend geäußert?
Ich glaube eher, du hast da nicht sorgfälltig genug gelesen, um es mal höflich auszudrücken.
Steelman
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 18:36
von Jo_Kux
Evilcannibal79 hat geschrieben:Bin auch vom Fach.
Normalerweise zwischen Spitzen spannen und mit viel Gefühl das Gewinde nachschneiden.
Vernünftiges Schneidwerkzeug vorausgesetzt.
Das man nicht einfach mit einer Gewindekluppe rangeht sollte hoffentlich selbstverständlich sein
Wie darf ich mir das vorstellen. Wenn du zwischen Spitzen spannst, wo gehst dann mit dem Gewindeschneider zu Werke?

Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 18:48
von hari
Hane hat geschrieben:Hat das Aug jetzt ein Linksgewinde?
ja
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 19:00
von Irwin J. Finster
Jo_Kux hat geschrieben:Wie darf ich mir das vorstellen. Wenn du zwischen Spitzen spannst, wo gehst dann mit dem Gewindeschneider zu Werke?
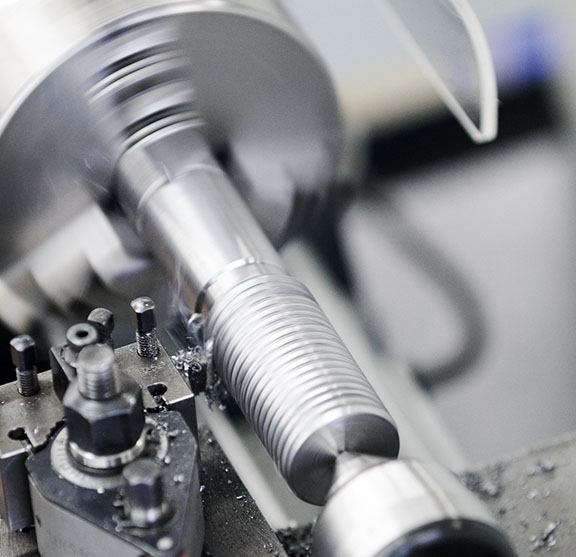
Ich bin jetzt auch nicht der Experte, aber da wird wohl das Gewinde nicht mit einem Gewindschneider geschnitten sondern auf der Drehbank die Steigung etc. eingestellt und dann so geschnitten:
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 19:08
von Jo_Kux
Wir reden aber doch von einem Innengewinde, oder?
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 20:08
von Evilcannibal79
Es muss sich ja zwangsweise um ein Aussengebiete drehen.
Wenns ein innengewinde wäre hätt ma a großes Problem weil ein 14x1 innengewinde wirst kaum auf 13x1 bringen.
Es funkitioniert genau wie im obigen Bild.
@steelman
Ich hab gedacht du beziehst dich auf meine Aussage mit den 5 min.
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 20:09
von Steelman
Jo_Kux hat geschrieben:Wir reden aber doch von einem Innengewinde, oder?
Also bevor die user "Evilcannibal & yoda" wieder über mich herfallen u. zerfleischen:
Du hast recht, ein Innengewinde kann man natürlich nicht "zwischen Spitzen" fertigen.
Da geht nur bei einem Außengewinde. Zwischen 2 Körnerspitzen das Werkstück + Wendeherz (=Mitnehmer) u. das Gewinde mit dem Drehmesser schneiden.
Musst aber beim Rückfahren u. Wiederansetzten mehr aufpassen, als wenn du im Futter spannst u. am vorderen Ende den Rollkörner setzt.
LG Steelman
PS: Zufrieden ihr beiden obgenannten?
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 20:13
von Evilcannibal79

Passt schon
Zwischen spitzen deshalb weil wir das Gewinde ja nach der Bohrung ausrichten wollen und nicht Nach der aussenkontur
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 21:49
von Charles
Zwischen den Spitzen einspannen geht das nicht bei einem Lauf mit einem oder zwei Felder. Ja, solche Läufe gibts auch, sind gar nicht soooo selten.
Und nun genug kluggeschissen, ich bin schon weg
Nerviger Charles
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 22:27
von HS911
Vor einigen Jahren gab es hier im Forum einen Ingenieur, der (nach eigenen Angaben) Gewinde perfekt zentrisch zur Seele fertigen konnte.
Für alle jene unter uns, die weniger talentiert bzw. glücklich sind und deswegen mit Toleranzen arbeiten müssen - wie genau muss es eigentlich sein? Wieviel Präzision geht verloren, wenn die Bohrung der Bremse jetzt um 0.05 mm oder sogar 0.1 mm versetzt ist?
Oder überspitzt formuliert: man kann auch mit fokussiertem Ionenstrahl ein Gewinde auf einen Lauf fräsen, der nicht freischwingt und hauptsächlich Schütt- und Surplusmunition verschiessen wird.
Im Prinzip sollte jeder Büchsenmacher und jeder bessere Schlosser eine ordentliche Lösung fertigen können.
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 22:48
von Steelman
HS911 hat geschrieben:Vor einigen Jahren gab es hier im Forum einen Ingenieur, der (nach eigenen Angaben) Gewinde perfekt zentrisch zur Seele fertigen konnte.
Für alle jene unter uns, die weniger talentiert bzw. glücklich sind und deswegen mit Toleranzen arbeiten müssen - wie genau muss es eigentlich sein? Wieviel Präzision geht verloren, wenn die Bohrung der Bremse jetzt um 0.05 mm oder sogar 0.1 mm versetzt ist?
Oder überspitzt formuliert: man kann auch mit fokussiertem Ionenstrahl ein Gewinde auf einen Lauf fräsen, der nicht freischwingt und hauptsächlich Schütt- und Surplusmunition verschiessen wird.
Im Prinzip sollte jeder Büchsenmacher und jeder bessere Schlosser eine ordentliche Lösung fertigen können.
Also deine Frage betr. verlorene Präzi wäre nur durch aufwendige Testreihe halbwegs zu beantworten.
Was aber diesen Hr. Ingenieur betrifft: So zentrisch können seine Arbeiten nicht sein, nachdem er ganz stolz ein YT-Video postete, in dem er mir 45° stehender Messuhr die Mündung abtastete.
Diese (fachlich falsche) Methode führt zum Verdoppeln des Messfehlers, dh 0,02 Anzeige stellen in Wirklichkeit einen Fehler von 0,04mm dar.
(Tangens u. Kotangens lassen grüssen)
Fachlich richtig wäre mit auf 0° stehendem Messtaster die Mündung zu zentrieren.
Leider finde ich das Video nicht mehr.
LG Steelman
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 22:57
von biozard
HS911 hat geschrieben:Vor einigen Jahren gab es hier im Forum einen Ingenieur, der (nach eigenen Angaben) Gewinde perfekt zentrisch zur Seele fertigen konnte.
Für alle jene unter uns, die weniger talentiert bzw. glücklich sind und deswegen mit Toleranzen arbeiten müssen - wie genau muss es eigentlich sein? Wieviel Präzision geht verloren, wenn die Bohrung der Bremse jetzt um 0.05 mm oder sogar 0.1 mm versetzt ist?
Oder überspitzt formuliert: man kann auch mit fokussiertem Ionenstrahl ein Gewinde auf einen Lauf fräsen, der nicht freischwingt und hauptsächlich Schütt- und Surplusmunition verschiessen wird.
Im Prinzip sollte jeder Büchsenmacher und jeder bessere Schlosser eine ordentliche Lösung fertigen können.
+1 Interessante Frage, würde mich auc sehr interessieren. Vor allem da die Lasertechnik ja heutzutage sehr stark entwickelt ist.
An die Experten unter euch: Warum tut man sich das heutzutage noch an mit dem mühevollen zentrieren usw obwohl man mit einem Laser einen eventuellen zentrierfehhler korriegieren könnte?
Gesendet von iPhone mit Tapatalk
Re: muendungsgewinde umschneiden
Verfasst: Do 2. Feb 2017, 22:59
von Steelman